AI that helps process manufacturers improve performance every shift
MontBlancAI turns existing plant data into real-time operational intelligence, helping teams reduce downtime, lower costs, improve quality, and act before small issues become production losses.

Trusted by leading process manufacturers
Turn fragmented production data into one operational view
MontBlancAI brings together data from sensors, PLCs, SCADA, MES, and ERP systems into one operational intelligence layer, helping teams see what is happening, why it is happening, and what to do next.
Unified Production Data
Connect PLC, SCADA, MES, and ERP data into one operational intelligence layer.
Actionable Insights
Move from dashboards to clear recommendations, root cause signals, and faster decisions.
Early Anomaly Detection
Finds anomalies before they disrupt production. Beyond traditional thresholds.
From Plant Data to Actionable Insights
MontBlancAI connects to your existing PLCs and SCADA systems without replacing your infrastructure. Your team gets clear, real-time intelligence across lines, shifts, and batches, so they can make faster operational decisions.

Connect to Existing Systems
Connect MontBlancAI to Siemens S7, Allen-Bradley, Mitsubishi, or Omron PLCs with minimal disruption to daily operations.

Monitor What Matters in Real Time
MontBlancAI tracks key variables like temperature, flow, and moisture to detect changes early.
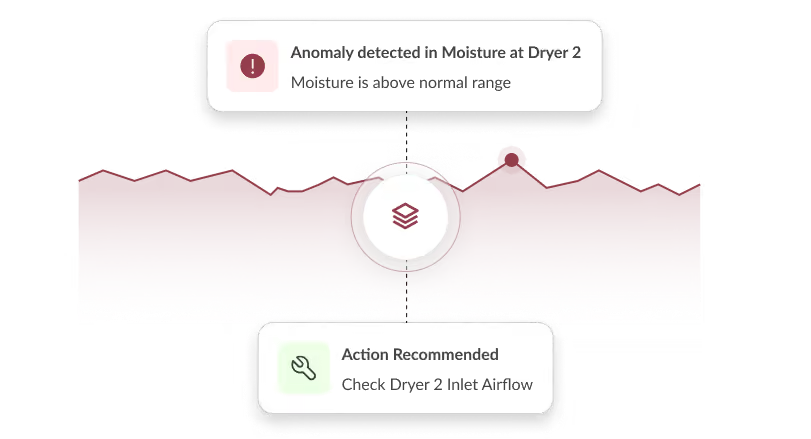
Act Before Issues Become Losses
Get alerts when deviations begin, before production is affected. MontBlancAI helps teams find root causes faster and prevent recurring issues.
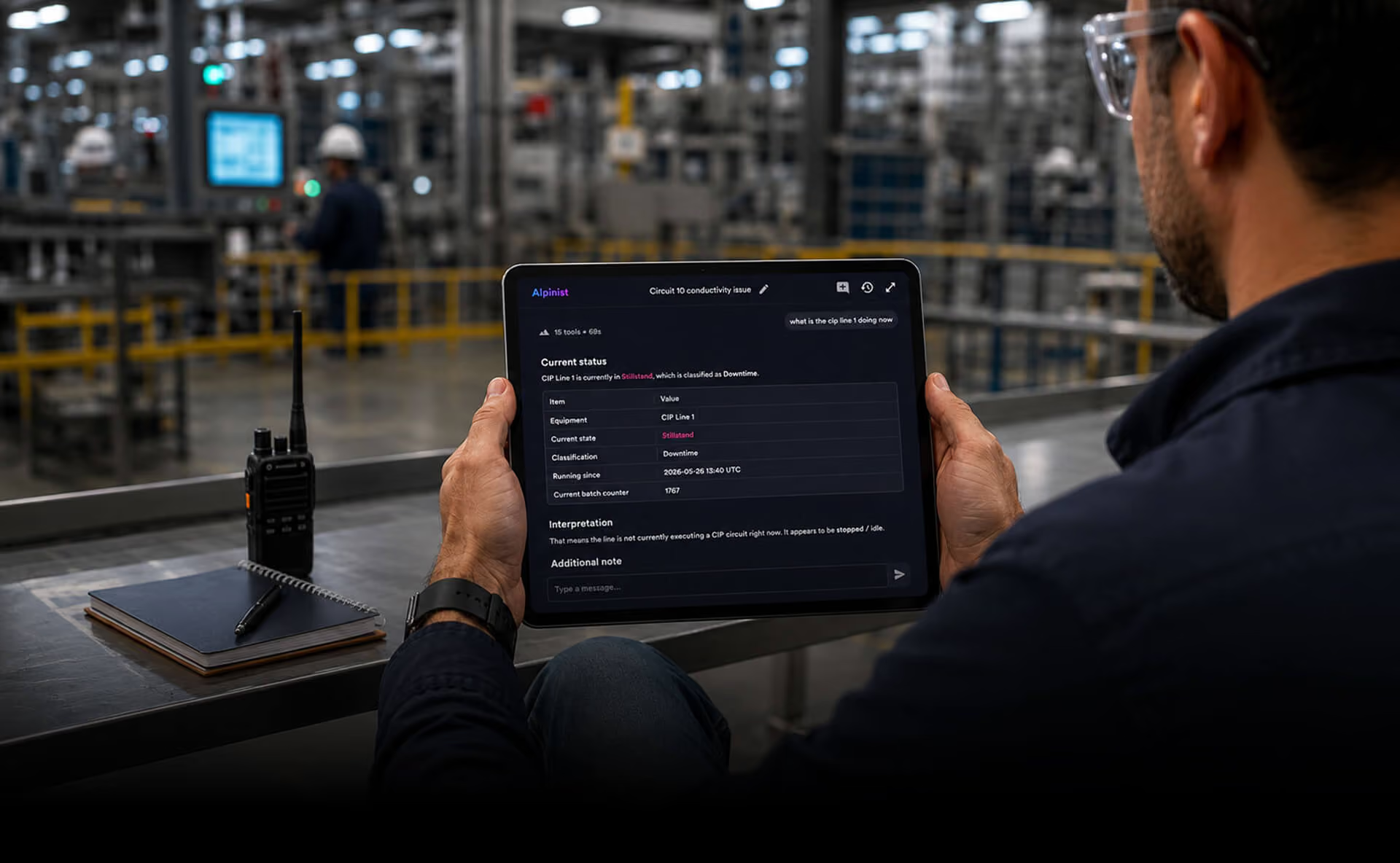
Your AI assistant for plant operations
Alpinist gives your team clear answers in plain English using your plant procedures, troubleshooting guides, and operational knowledge.
Ask in plain english
Ask about equipment, processes, alarms, or past issues and get relevant answers without digging through documents.
Get useful updates
Schedule reports, summaries, and reminders so your team stays informed and can act sooner.
MontBlancAI Ignition Module
Run MontBlancAI directly inside the Ignition ecosystem no additionalsoftware or hardware required.
Customer Stories
See how manufacturers use MontBlancAI to reduce downtime, protect quality, improve visibility, and make faster production decisions.


